 |
Case 1:Practicing safety in complete safety
China Eastern Airlines, based in Shanghai, draws upon Bosch Rexroth know-how to achieve top-flight training for its cabin crews. The airline has introduced the Cabin Emergency Evacuation Trainer (CEET) for the Airbus 320/321. This simulator is intended to create ambient conditions that are as real-to-life as possible, thus letting cabin crews experience the psychological pressures encountered during emergencies such as air turbulence, fire, or even a crash. Only in this way can the cabin crew be best prepared to cope with these situations.
A CEET comprises an aircraft fuselage and a motion system. Over 25 years ago Rexroth was the first company to introduce a motion system for this purpose and since then has supplied and installed 20 units worldwide. It can be used, for example, to simulate crash situations; there crews learn how to deploy the escape slides under arduous conditions. The motion system is responsible for replicating the highly dynamic cabin movements resulting from aircraft motion. Its specially developed hydraulic system lets it move in three degrees of freedom. Three hydraulic cylinders set the fuselage section, weighing over 27 tons, in controlled motion und accelerate it at up to 1g – at the highest of safety standards to ensure that the exercise does not itself turn into a bona fide emergency. |
Case 2:Defying wind and waves
|
Whenever heavy seas cause ships to rock, maneuvering loads on the seabed becomes a real challenge. Secondarycontrolled drives made by Rexroth solve the problem through active wave compensation. A motion reference unit registers the ship’s acceleration along various axes. Using these data as the basis, the Rexroth control electronics or those built by the manufacturer calculate the required degree of compensation and forward this information to the winches on the cranes. They can then maneuver even heavy loads, setting them gently and safely on the seabed. The drives are engineered for great energy efficiency. If the ship is lifted by a wave, then the winch has to pay out rope and, in so doing, generates energy that can be used in the next wave trough to pull in rope. These secondary-controlled drives compensate for as much as 95 percent of the ship’s motion and reduce energy use by up to 70 percent. |
 |
Case 3:Thrifty robot
|
Dürr Systems GmbH worked closely with Bosch Rexroth AG to develop a new control and drive concept for robots used in painting and sealing. Equipped with more compact servo controls, new pneumatic controls, and the sercos automation bus for all the motion and process communications, they use up to 30 percent less energy. In addition, the sercos concept reduces the number of communications systems required in the robots – from the previous three to just one. Dürr and Bosch Rexroth want to continue this highly successful partnership in coming years. |
 |
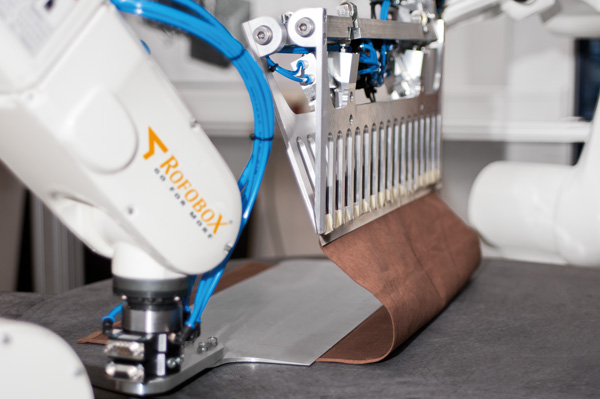
Case 4:Neatly folded
|
For service personnel in hotels, in commercial laundries and on cruise ships, the Robot Folding Box (Rofobox) represents a true blessing. Working under absolutely sanitary conditions, the Rofobox folds table napkins accurately and in many different shapes. This reduces costs by up to 60 percent and ensures maximum hygiene. Rexroth supplies the control technology – including the SafeLogic compact controls – and the linear drive technology. The company’s worldwide service network was something that also convinced the Rofobox manufacturer to select Rexroth. |
 |
Case 5:Compacter compaction
|
Rexroth has developed a new control block to regulate the compactor function in trash collection trucks. This saves weight in two ways. Firstly, its compact case is made of cast iron. That helps vehicle manufacturers reduce the rear axle load and in turn the truck’s curb weight. That boosts the payload. Enhanced performance also reduces the vehicle’s mass. To name one example: smaller hydraulic cylinders may be installed and operated at higher pressure. At the same time this new engineering levels out pressure spikes and that reduces jerkiness when raising and lowering the lifting platform. Auxiliary functions can easily be integrated by way of interfaces to the control valves in the Rexroth ED series. |
 |
Case 6:Enhanced safety for scuba divers
|
Bosch Rexroth has joined forces with the Scandinavian company of Consensum AS to improve safety for scuba divers. Both companies have undertaken close cooperation as per a licensing agreement running for 20 years. For years now the Consensum company has specialized in developing safety products for scuba diving. These products incorporate both the latest technologies and superb quality. Wide-ranging expertise in compressed air technology and in the field of high-strength materials predestine Rexroth for producing components for use in fresh or salt water. This partnership with Consensum gives Rexroth an opportunity to employ its technological experience in an area beyond the field of machinery and equipment engineering. “We are very much looking forward to close and lasting cooperation,” announced Dr. Alexander Lawrence, sales manager for pneumatic equipment at Bosch Rexroth. |
 |
Case 7:Long journeys, short downtimes.
|
Bosch Rexroth rides along with the Vienna subway. The company delivers the pneumatic fittings for the “V Carriage” project. Involved here are control blocks and switchgear cabinets used to drive the brake cylinders and the pneumatic suspension. At the heart of the system is the control block, weighing about 70 kilograms. The simplicity of its maintenance convinced the public transit company’s engineers. Although each carriage is fitted with three independent brake systems per bogey to ensure dependable stopping in all situations, so that each six-carriage train is equipped with a total of 36 pneumatic brake systems, the Vienna subway technicians can replace all valves themselves as necessary, quickly and easily. That ensures short downtimes and that, in turn, saves money. Equipment for a total of 40 trains has been delivered since 2004 and those trains have covered more than 16 million kilometers as they criss-cross Vienna. This project is slated to continue to 2016. One reason is that Vienna’s underground rail network is to be expanded in coming years. In addition, the first subway trains, built in the 1970s, will have to be retired and replaced. |
 |
Case 8:XXXL printing
 |
|
Any desired object can be built up layer by layer, fully automatically, on the world’s largest 3D printer – the VX4000. The printer uses special powders to create parts as large as 4 x 2 x 1 meter. During the building process, taking place on a build tray, thin layers of a powder are laid down again and again. Then, as dictated by the item’s ultimate shape, this is selectively secured using liquid binder applied with a spray nozzle. The build tray is lowered in the conventional processes, but in this design the material application units are raised. This trick makes it possible to print large objects, weighing as much as twelve tons. For two years now, Rexroth Series MKR linear motion modules with strip sealing have been used in the VX4000. They execute positioning operations reliably, with superb accuracy and under the toughest conditions. |
Case 9:New lightness
|
The largest yacht ever built with lightweight materials is pointing the way to the future of shipbuilding. Also on board are leading-edge hydraulic systems made by Rexroth. |
 |
Unique due to high tech
Measuring 67 meters in total length, with the taller of the two masts reaching 62.5 meters into the salt air, the dimensions of the Hetairos are certainly phenomenal, but that’s not what’s actually so unusual. The ship is built using carbon fiber composites throughout: hull, deck and superstructures, even certain assemblies, engine mounts, piping and exhausts. This has never been seen before. The marine architects have saved an enormous amount of weight; the ship displaces just 230 tons. In modern yachts of a similar type, that figure is more than double.
A bit more keel?
The heart of the yacht is the integrated hydraulic system engineered for dual use. It drives not only the yacht itself, but the on-deck systems, as well. That means less weight and more space. The drive system comprises two 360-degree rotatable propellers (OYS), making for precise control when maneuvering in tight harbors. The engines also accelerate Hetairos up to 15 knots, or about 28 kilometers per hour. Usually, however, this vessel upholds the traditions of its class and moves exclusively with the force of the wind. To ensure that the ship glides over the waves with less underwater resistance, both the drives can be retracted into the hull. The keel is similar. Depending on the depth of the water and the desired degree of stability, it can be extended from three and a half to six or nine meters.
Marine & Hydraulics Finland, a system integrator for Bosch Rexroth, worked closely with Baltic Yachts to develop the innovative tailor-made hydraulic system by using standard components by Rexroth. They also provided support during testing and commissioning. Four main engines (more than one hundred hydraulic devices on board) heed the commands of a Marex OS II system. A BODAS control unit, normally utilized in land vehicles, is integrated here between the Marex system, the main engine and the propulsion units. It coordinates both of the tasks assigned to the hydraulics: propulsion and control. Thus the Hetairos sets new benchmarks in naval architecture, not only in terms of the engineering, but also in regard to the technical equipment. This also has been acknowledged by the yachting world at the World Superyacht Awards with the exclusive prize for “for her notable contribution to the technical advancement of sailing superyachts.” |
Case 10:Keeping things taut!
|
When developing the electromechanical punch head for its new TruPunch 3000, Trumpf Werkzeugmaschinen GmbH & Co. KG sought cooperation with Bosch Rexroth. Werner Erlenmaier and Stefan Büttner of the Trumpf organization report on the questions they posed and the answers they got. |
 |
Even though machinery concepts and technologies – like press punches – appear to be fully mature, they nonetheless harbor great potential for innovations. If you are not satisfied simply with optimizing existing concepts but instead take a step back, you can often find new ways to boost machinery productivity. The Tru-Punch 3000 is the first punch to eliminate the scrap skeleton. Nothing is left on the work table, nothing need be cleared away. That saves labor and reduces material consumption by ten percent on average. Among the reasons for this are machine functions that are also controlled by Rexroth, and the programmed functions for sheet metal machining.
At the outset we weren’t looking to build an entirely new punch press. Instead, we just wanted to modify a single important component: the punching head. This was no longer to be powered hydraulically but was to incorporate a servomotor. Our main hope was that this change would reduce power consumption. Trumpf had developed and patented a drive mechanism specifically for the electromechanical punching head. That mechanism guaranteed precision even at great dynamics. Instead of powering punching head rotation and the stroke action separately, two synchronized motors drive both movements.
If the two threaded spindles rotate uniformly in the same direction, the tool can turn endlessly – to rotate a separation tool, for example. If they are driven in opposite directions, then the plunger executes a stroke (see the illustration).
Thus the construction principle was finalized before we started looking for appropriate controls. The demands were extremely high, since we were aiming for punching frequency of 1,000 strokes a minute, at increments of just one millimeter between punches. The capabilities of the Motion Logic Drive (MLD) in the IndraDrive concept – with its position regulation cycle of just 0.5 milliseconds – were what convinced us. We collaborated with Bosch Rexroth once again when developing the electromechanical punch head.
Reduced complexity
We held regular development conferences where we devised a mechatronic subsystem solution in which the complex kinematics are mastered by the decentralized controls located right at the drive. This combination of centralized and distributed control reduces the system’s complexity. The IndraMotion MTX, incorporating a CNC system, controls the main axes for the machine whereas the punch head kinematics are controlled by an MLD regulator, located on the drive side and close to where things happen, i.e. in the servo drive. The superordinate IndraMotion MTX sends the setpoint values to the drive-based controls in hard real time. In this way we attained the computing speed required for the desired stroke frequency.
This enabled faster responses, made it possible to correct positions to compensate for temperature fluctuations, and in the marking mode permitted up to 2,500 strokes per minute using the setpoint value generator internal to the drive. Also included was velocity adaptation to make for quiet punching. When rotating the tool the critical question was: How exact is positioning? Here the intrinsic stiffness of the motors proved to be a challenge. The values placed in memory, describing stiffness during rotation using the ball-type linear drive, are usually not exactly identical. Given the facts that we drive two motors in combination and require great accuracy, we had to compensate for the divergent stiffness values by modifying the parameters in the controls. The IndraWorks engineering tool also makes available a uniform software tool that interfaces with the CNC, the Motion Logic System, and the drives. This simplifies programming and commissioning the machine.
Intelligent energy management
The second major topic in these development conferences was energy use.
● Since punch presses automatically involve high motor speeds during the acceleration and deceleration phases, the voltage in the intermediate circuit voltage has to be high.
● The intermediate circuit voltage should not be dependent on line voltage at any given moment; it has to be regulated.
● To reduce the load on the line, we need to avoid continuous feed from and return to the line.
It was not possible to satisfy these three requirements either with pure feed supply units or with regenerative power circuits. We asked Bosch Rexroth to find a solution to this problem. Software was written specially for line supply modules capable of operating in the regenerative mode and used in conjunction with the modular IndraDrive. That software ensures that there is a virtually constant load on the power supply, even with severely fluctuating process outputs. At the same time, the intermediate circuit is independent of the line voltage within the variable voltage range. Energy buffer capacities in the intermediate circuit avoid returning voltage to the grid. Excess energy is stored in a capacitor and is then reused to drive acceleration. This Smart Energy Mode thus joins the advantages of feed and feed-and-return power units. Whereas in conventional solutions the cyclical acceleration and deceleration of the punching head results in high cyclical loading for the grid, the load on the line is now reduced significantly. Performance, on the other hand, remains constant.
Lower demands on the line supply
This saves energy. The power peaks on the line side, when compared with the conventional solution without the Smart Energy Mode, are more than half – from about 50 kilowatts to 22 kilowatts. At average machine working speeds, mean power consumption is reduced by 30 percent, to 5.9 kilowatts. The thermal loading of the supply module used here drops from 95 to 65 percent. In the meantime our customers report that the maximum run-up currents for the TruPunch 3000 are less than for competitive products – but at identical power consumption.
Thanks to the internal capacitor, the buffer batteries can be smaller in size, since the demands on the grid are lower. That reduces costs, as does the significantly reduced energy consumption per cycle and the lower connected load for the machine. Thanks to the improved compatibility with the line (cos phi and TPF = 1.0) and reduced losses in the line filter and choke, users now profit additionally from reduced system perturbation. When the punching head reached maturity for mass production, it could be used in the new TruPunch 3000. There it made for an additional boost to the machine’s overall efficiency level. |
Case 11:System with perfect proportions
|
High productivity in a small package. SMI satisfies this demand, put forth by the solar collector industry, with an automation concept devised by Rexroth and incorporating a number of different technologies. |
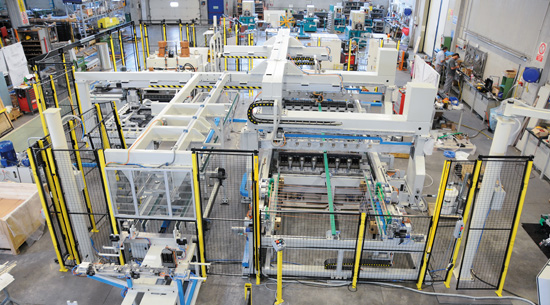 |
The welding line is the heart of the manufacturing process for thermal collector panels. This is the line where the two main components – the absorber plate and the tube assembly – are joined one with the other. This is a complex procedure and a request for bids issued by Buderus, a Bosch Thermotechnik brand, made special demands. The 13 processing stations involved here were to occupy no more than 80 square meters of floor space. The Italian tube machining specialists at Sistemi Meccanici Industriali (SMI) took up the challenge and soon identified the correct approach to the solution: Saving space by automating.
The answer: automation
When implementing this concept, SMI called on the automation specialists at Bosch Rexroth to serve as their project partners. From the very outset cooperation went far beyond the simple delivery of components. Developers from both companies worked out construction drawings right down to the last detail and carefully selected the appropriate components. Thus it was possible to make all the processes within the system fully automatic – from deep-drawing the sheet metal through to welding work. Combined systems comprising electromechanical axes, pneumatic actuators and vacuum clamps are the “prime movers” for every step in manufacture. The pneumatic system from Rexroth, using the serial Drive & Diagnostic Links (DDL), makes it possible to control the entire unit with just a few field bus couplers. Over and above that, a number of different valve systems and pneumatic cylinders are used. Rexroth delivered the MKR modules to power linear motion, complemented by both ball and roller guide tracks. “We especially appreciate the ruggedness of the axes,” emphasizes SMI general manager Sergio Campeotto. “This feature was decisive for maintaining the strict tolerances specified for the project.” The deep drawing process was planned by Fluidotecnica Impianti, an authorized Bosch Rexroth sales partner. That company’s engineers solved two problems. A pump with screw-type rotors keeps down noise while careful regulation of valve actuation times prevents annoying pressure surges.
One operator, many formats
When planning the very few steps that the operator has to execute by hand, the developers paid attention to avoiding typical sources of error. The Japanese “poka-yoke” principle, for instance, precludes inserting the wrong parts. And changing between more than twenty potential product formats is facilitated using machine handles and automatic clamps. Thus only a single operator is needed to run the entire line. For SMI this is the icing on the cake and achieves the major objective of maximum automation. |
|







